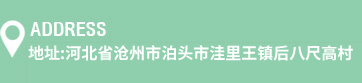
機加工件是一項很流行并且受歡迎的工藝。由于金屬銅、鋅、鋁及鋁合金具現在人們都喜歡物品有點金屬感,而機加工件有金屬的特征而工藝相比簡單,機加工件有很好的流動性和可塑性,而且機加工加工是在有壓力的壓鑄機中機加工,因此鋁機加工件可以做出各種較復雜的形狀,也可作出較不錯的精度和光潔度,從而很大程度的減少了鑄件的機械加工量和金屬銅、鋅、鋁或鋁合金的機加工余量,不僅節約了電力、金屬材料、還節約了勞動成本;而銅、鋅、鋁及鋁合金具有優良的導熱性,小的比重和高可加工性;從而機加工件被普遍應用于汽車制造、內燃機生產、摩托車制造、電動機制造、油泵制造、傳動機械制造、儀器、園林美化、電力建設、建筑裝飾等各個行業。
機加工件氣孔產生原因分析:
1、精煉除氣質量不良產生的氣孔
在鋁合金壓鑄生產中,熔化了的鋁液澆注溫度一般常在610~660℃,在此溫度下,鋁液中溶解有大量的氣體(主要是氫氣),鋁合金氫氣的溶解度與鋁合金的溫度密切相關,在660℃左右的液態鋁液中約為0.69cm3/100g,而在660℃左右的固態鋁合金中僅為0.036cm3/100g,此時液態鋁液中含氫量約為固態的19~20倍。所以當鋁合金凝固時,便有大量的氫析出以氣泡的形態存在于鋁合金機加工件中。
減少鋁液中的含氣量,防止大量的氣體在鋁合金凝固時析出而產生氣孔,這就是鋁合金熔煉過程中精煉除氣的目的。如果在鋁液中本來就減少了氣體的含量,那么凝固時析出氣體量就會減少,因而產生的氣泡也明顯減少。因此,鋁合金的精煉是重要的工藝手段,精煉質量好,氣孔必然少,精煉質量差,氣孔必然多。精煉質量的措施是選用良好的精煉劑,良好的精煉劑是在660℃左右可以起反應產生氣泡,所產生氣泡不太劇烈,而是均勻不斷的產生氣泡,通過物理吸附作用,這些氣泡與鋁液充足接觸,吸附了鋁液中的氫將其帶出液面。因此冒泡時間不宜過短,一般要有6~8min的冒泡時間。
當鋁合金冷卻到300℃時,氫在鋁合金中的溶解度僅為0.001cm3/100g以下,此時僅為液態時的1/700,這種凝固后氫氣析出而產生的氣孔是分散的,細小的小孔,這不影響漏氣和加工表面,肉眼基本看不見。
在鋁液凝固時因氫氣析出所產生的氣泡比大,多在鋁液然后凝固的心部,雖然也分散,但這些氣泡常常導致滲漏,嚴重時常導致工件報廢。
2、因排氣不良產生的氣孔
在鋁合金壓鑄中,因模具的排氣通道不暢,模具排氣設計結構不良,壓鑄時型腔內的氣體無法順暢排出,造成在產品某些固定部位存在氣孔。這種由模具型腔中氣體形成的氣孔時大時小,氣孔的內壁呈鋁與空氣氧化的氧化色,與氫氣析出產生的氣孔不同,氫氣析出氣孔內壁不如空氣孔光滑,沒有氧化色,而是灰亮的內壁。對于因排氣不良而產生的氣孔,應改進模具的排氣通道,及時清理模具排氣通道上的殘留鋁皮就可以避免。
3、因壓鑄參數不當造成卷氣產生的氣孔
在壓鑄生產中壓鑄參數選擇不當,鋁液壓鑄充型速度過快,使型腔中氣體不能及時平穩的擠出型腔,而被鋁液的液流卷入鋁液中,因鋁合金表面冷卻,被包在凝固的鋁合金外殼中,無法排出形成了大的氣孔。這種氣孔往往在工件表面之下,鋁液比然后匯合處少,呈梨形或橢圓狀,在然后凝固處又多又大。對于這種氣孔應調整充型速度,使鋁合金液流平穩推進,不產生流動而卷氣。
4、鋁合金的縮氣孔
鋁合金同其它材料一樣,在凝固時產生收縮,鋁合金的澆鑄溫度愈高,這種收縮就愈大,單一的因體積收縮產生的氣孔是存在于合金然后凝固部位,呈不規則形狀,嚴重時呈網狀。往往在產品中,它與凝固時因氫氣析出的氣孔同時存在,在氫析出氣孔或卷氣孔的周圍存在縮氣孔,在氣泡周圍有伸向外部的絲狀或網狀氣孔。
對于這種氣孔,應從澆鑄溫度著手解決,在壓鑄工藝條件允許的情況下,盡量降低壓鑄時的鋁液澆鑄溫度。這樣可以減少鑄件的體積收縮,減少縮氣孔及縮松。如果常在加熱部位出現這種氣孔,可以考慮增加抽芯或冷鐵,使其改變然后凝固部位,解決滲漏缺陷問題。
5、因產品壁厚差過大而引起的氣孔
產品形狀常有壁厚差過大問題,在壁厚中心是鋁液然后凝固的地方,也是易產生氣孔的部位,這種壁厚處的氣孔是析出氣孔和收縮氣孔的混合體,不是一般措施所能防止的。
對產品的形狀在設計時就應考慮盡量減少壁厚不均勻,或過厚的問題,采取空心結構,在模具設計上應考慮增設抽芯或冷鐵,或水冷,或增加模具此處的冷卻速度。在壓鑄生產中,要注意厚度大部位的過冷量,適當降低澆注溫度等。